E-mail: cysi@cysi.wang


The Hot Pressing Machine is a device that uses the hot pressing molding technique to compress powder materials (such as metal powders, ceramic powders, composite materials, etc.) into a specific shape under high temperature and pressure

The Hot Pressing Machine is a device that uses the hot pressing molding technique to compress powder materials (such as metal powders, ceramic powders, composite materials, etc.) into a specific shape under high temperature and pressure. This machine is commonly used to manufacture materials with high density, uniform structure, good mechanical properties, and specific electrical performance. The hot pressing process combines both heating and pressure, effectively improving the density of the powder, significantly reducing porosity, and enhancing the overall performance of the material.
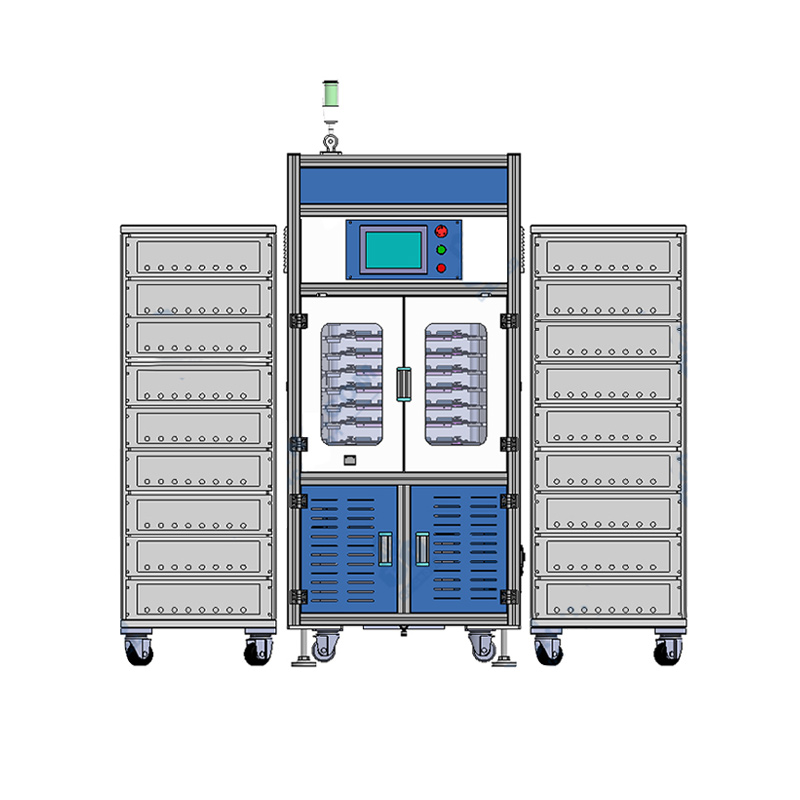
The CY-131-AM256 vertical hot pressing machine is designed for the formation process of soft-pack lithium-ion batteries. It uses aluminum plates to clamp the cells, applying rapid heat conduction to complete the formation. The cells are placed between pressure plates and clamped using pneumatic cylinders. The machine is equipped with 256 points per unit, with three sets of fixtures, and supports a maximum charge/discharge urrent of 6A.
Vertical four-position design with multi-channel stacking for flexible use.
Multi-stage heating and pressure forming with independently adjustable temperature and pressure for each stage.
High-precision strip-type heaters with good temperature uniformity, long lifespan, and adjustable temperature settings.
Cylinder-driven pressure with fine pressure adjustment. The pressure plates are specially treated for high precision and minimal thermal deformation.
Dedicated positive and negative electrode terminal connection fixtures, ensuring good and stable contact. The machine comes standard with an 8-channel battery analyzer, with optional configurations for other instruments.
PLC control and HMI operation, with various alarm and protection functions.
If you are interested in our vertical hot pressing machine, please contact us for more information and a quotation.
Phone: +86 18516380382
Email: Jimmy@cysitech.com
Contact Person: Jimmy Hao
WeChat: +86 18516380382
WhatsApp: +86 13939946898
Product name | Vertical hot pressing machine |
Product model | CY-131-HLT16 |
Power supply | Three-phase five-wire AC380V±10%, frequency 50Hz, power about 23KW |
Workflow control method | Whole cabinet control |
Charging mode | Constant current, constant voltage |
Charging cut-off condition | Voltage, current, time, capacity |
Discharging mode | Constant current |
Discharging cut-off condition | Voltage, time, capacity |
Voltage measurement range | 0~5V, resolution 1mV |
Battery voltage range | Charging: 0~4.5V, discharging: 4.5~2.0V |
Constant voltage range | 3~4.5V |
Voltage accuracy | ±(0.05%RD+0.1%FS) |
Current accuracy | ±(0.1%RD+0.1%FS) |
Time range | 0~30000 Minutes/step, accuracy: ±0.1% |
Sampling inspection time interval | ≤10s |
Control method | Computer connected equipment |
Process setting | Up to 32 steps and 256 cycles |
Number of single-layer batteries | 4 |
Data processing | Data, curve chart and cycle chart |
Temperature range | Normal temperature ~ 90℃ |
Temperature accuracy | ±3℃ |
Initial heating time | ≤30 minutes (target temperature: 80℃) |
Heating method | Silicone heating plate |
Pressure range | 500~3000Kg |
Pressure accuracy | ±150Kg |
Working air pressure | 5.0~7.0kgf/cm² (ie 0.5~0.7Mpa) |
Equipment size | About 2400*800*2330mm (length×width×height) |
Equipment weight | About 2000Kg |
Component name | Component Description |
Heating system | Used to heat the mold or sample to a set high temperature |
Pressure system | Used to apply uniform pressure |
Mold | Used to carry the powder material to be formed, the mold is customized according to the shape and size of the product |
Control system | Precise control of temperature, pressure and time |
Cooling system | Quickly cool the mold and product after the hot pressing process |
Sealing system | Ensure the sealing during the hot pressing process |
User manual | Standard |
Applications:
Metals and Alloys: Used for manufacturing high-density metal components such as powder metallurgy parts, magnetic materials, battery electrodes, etc.
Ceramic Materials: For producing dense ceramic parts, such as ceramic substrates for electronic devices and hard ceramic cutting tools.
Composite Materials: Suitable for high-performance composite materials, such as those used in aerospace and automotive industries.
Magnetic Materials: Widely used in the manufacture of permanent magnets, ferrite materials, etc., for electronics, sensors, and other fields.
High-Performance Functional Materials: For materials such as high-temperature superconductors, piezoelectric ceramics, etc., used in modern electronics, energy, and other industries.
Application Case:《Hot Pressing Machine for Soft-Pack Lithium-Ion Battery Formation》
Process Steps:
1. Material Preparation:
Positive Electrode Material: Common materials include ternary materials (e.g., nickel-cobalt-manganese, nickel-cobalt-aluminum) or lithium iron phosphate (LiFePO₄). These materials need to be uniformly mixed and pretreated if necessary (e.g., drying).
Negative Electrode Material: Common materials include graphite or silicon-based materials, also requiring uniform mixing.
Electrolyte: Suitable electrolyte (e.g., organic solvent containing lithium salts) is selected to ensure no evaporation during the hot pressing process.
Separator: Typically, polyolefin-based separators (e.g., PE, PP separators) are used to ensure good ionic conductivity.
Aluminum and Copper Foils: Used as current collectors for the positive and negative electrodes.
2. Mixing and Coating:
Mixing of Positive and Negative Electrode Materials: The active materials, conductive additives, binders, and solvents are mixed in a specific ratio to form slurry. High-shear mixing is used to ensure uniformity.
Coating: The slurry is applied to aluminum foil (positive) and copper foil (negative). The coating thickness depends on the battery’s capacity requirements, typically ranging from tens to hundreds of microns.
Drying: The coated electrode sheets are dried to remove solvents and achieve the desired dryness.
3. Stacking and Assembly:
Cutting and Stacking of Electrodes: The dried electrode sheets are cut to the required size and stacked together with separators.
Packaging: The battery cells, separator, and electrolyte are placed into a soft-pack aluminum-plastic film. The soft-pack film, made from laminated aluminum foil and plastic, provides good airtightness and mechanical strength, forming the battery shape.
4. Hot Pressing:
Placing in Hot Pressing Machine: The stacked battery cells are placed in the mold of the hot pressing machine. The appropriate temperature, pressure, and time are selected based on the battery’s size and requirements.
Heating and Pressurizing: The hot pressing machine operates at 150-200°C, applying the appropriate pressure (typically tens to hundreds of MPa). The hot pressing process helps the electrode materials bond tightly, eliminating excess bubbles and pores, thus increasing battery density.
Pressure Control: The hot pressing machine typically maintains pressure in the tens of MPa, promoting tight bonding of the materials inside the battery.
Temperature Control: The pressing temperature is set based on the material requirements. Excessive temperature may affect performance, while insufficient temperature may not achieve adequate density.
Time Control: The hot pressing time is typically a few minutes and should be precisely adjusted depending on the battery’s size and materials used.
5. Cooling and Sealing:
Cooling: After hot pressing, the battery must be cooled gradually, typically in a controlled environment to avoid damage from rapid cooling.
Sealing: The edges of the soft-pack aluminum-plastic film are sealed to prevent air from entering the battery. The sealing process ensures the integrity and airtightness of the battery to prevent electrolyte leakage.
6. Electrolyte Injection and Sealing:
Electrolyte Injection: After the hot pressing process, the electrolyte is injected into the battery to ensure it is evenly distributed between the electrodes and the separator. The liquid amount must be strictly controlled to ensure battery performance.
Sealing Treatment: After electrolyte injection, the battery is further sealed to ensure airtightness and safety. Common sealing methods include heat sealing and ultrasonic sealing.
7. Initial Charging and Activation:
Initial Charging: After sealing, the battery undergoes initial charging using a low current to ensure it can charge and discharge properly.
Testing and Quality Control: The battery's performance (capacity, internal resistance, cycle stability, etc.) is tested to ensure it meets the required specifications.
8. Inspection and Packaging:
Performance Testing: The battery undergoes electrical performance tests (voltage, capacity, internal resistance) to ensure it meets design specifications.
Packaging: Qualified batteries are packaged and prepared for shipment. During packaging, safety and protection measures for the batteries are considered.






Copyright © Zhengzhou CY Scientific Instrument Co., Ltd. All Rights Reserved Update cookies preferences
| Sitemap | Technical Support: 





















 for Lithium battery electrodes")